

Опилки, отходы сельхозпроизводства, листья и другой растительный мусор — все это является превосходным топливом.
Но для обычного котла оно становится «удобоваримым» только в виде прессованных брикетов — без обработки его придется подсыпать каждые 5 минут, причем большая часть просыплется сквозь колосниковую решетку.
Мощные прессы для работы с таким сырьем выпускаются сегодня в изобилии, но ввиду высокой стоимости покупать подобный агрегат выгодно только с целью организации постоянного производства.
Обывателю же приходится делать пресс для изготовления топливных брикетов своими руками.
Технология производства самодельного пресса для опилок
Исходный материал, большую часть которого обычно составляют поступающие с деревообрабатывающих предприятий опилки и обрезки древесины, измельчают и тщательно высушивают.
В конечном итоге влажность сырья доводится до 8% 10%.
Помимо компонентов растительного происхождения — древесных отходов и шелухи различных сельскохозяйственных культур — для изготовления брикетов может использоваться угольная пыль.
Следующий этап — собственно, изготовление брикетов из подготовленной массы.
Для этого применяют один из двух способов:
- Прессование: сырье засыпают в круглые или прямоугольные формы (данный элемент называется матрицей), где его сжимают при помощи мощного гидравлического пресса. Деталь, непосредственно воздействующая на сырьевой материал, называется пуансоном. Машина развивает давление в 300 – 600 атм.
- Экструзия: экструдер очень похож на шнековую мясорубку. Шнек продавливает сырье через постепенно сужающийся формовочный канал и возникающее при этом давление достигает 1000 атм.
Сильное сжатие приводит к следующим явлениям:
- Температура массы сильно повышается.
- Частички сырья начинают выделять клейкое вещество — лигнин. В условиях нагрева он надежно связывает рассыпчатую массу, превращая ее в твердый цельный брикет.
- Плотность материала повышается до 900 – 1100 кг/куб. м. Для сравнения: плотность древесины составляет всего 500 – 550 кг/куб. м. Вместе с плотностью возрастает и энергетическая ценность топлива в расчете на единицу объема: теперь его запас на зиму будет занимать в два раза меньше места. Да и гореть прессованная чурка будет дольше обычного полена.
Далее брикеты подвергают термообработке (после экструдера их предварительно разрезают на поленья равной длины) и отгружают на склад.
Пресс для изготовления топливных брикетов своими руками
Покупка готового оборудования для изготовления брикетов в зависимости от его мощности обойдется в сумму от 300 тыс. до 1 млн. руб.
Разумеется, для частника, желающего заняться изготовлением данного топлива чисто для собственных нужд, такие затраты нецелесообразны, поскольку окупятся они не скоро. Более правильным будет изготовить пресс из подручных материалов, тем более что ничего сложного в его конструкции нет.
Можно соорудить необходимое оборудование с нуля либо воспользоваться готовыми механизмами.

Самодельный станок
Изготовление установки с нуля
Создать значительное усилие, необходимое для сжатия сырья, можно при помощи:
- рычага (на него можно воздействовать собственным весом),
- винтового механизма.
Рычажный пресс можно изготовить даже из дерева, для винтового обязательно понадобятся стальные заготовки и токарный станок.
Шнековый экструдер (пресс для опилок) теоретически также можно изготовить своими руками и некоторым умельцам это даже удалось, но обходится такая затея из-за сложной обработки деталей и необходимости применять специальную высококачественную сталь очень дорого.
 Отопление на пеллетах не только экономичное, но и экологичное, ведь в качестве топлива используется вторсырье. Можно изготовить пеллетный котел своими руками или же переделать твердотопливник под пеллеты.
Отопление на пеллетах не только экономичное, но и экологичное, ведь в качестве топлива используется вторсырье. Можно изготовить пеллетный котел своими руками или же переделать твердотопливник под пеллеты.
Подробную инструкцию по изготовлению твердотопливного котла своими руками вы найдете тут.
Сомневаетесь по поводу выбора пеллетного котла? По этой ссылке: https://4air.ru/otopitelnoe-oborudovanie/kotly/pelletnye-kotly-otzyvy.html вы найдете отзывы реальных пользователей о данных котлах. Читайте и делайте выводы.
Изготовление пресса на базе готового механизма
Для изготовления брикетов можно приспособить какое-нибудь более доступное, чем настоящий станок, устройство — домкрат или небольшой гидравлический пресс. Его останется только снабдить пуансоном и матрицей.
Следует понимать, что любой самодельный пресс, даже изготовленный на базе гидравлического домкрата, не сможет развивать усилий, обеспечивающих выделение лигнина. Поэтому вместо него в сырье приходится добавлять сторонние связующие.
 В этом качестве применяют:
В этом качестве применяют:
- Дешевый клей, например, обойный.
- Глину (добавляется 1 часть на 10 частей опилок).
- Размокшую бумагу, в том числе гофрокартон — содержащийся в ней лигнин при контакте с влагой проявляет свои клейкие свойства (это свойство бумаги используется при напылении теплоизолятора типа «Эковата»).
Еще одно отличие от промышленной технологии состоит в том, что исходный материал не сушат, а наоборот замачивают в воде — тогда частички лучше склеиваются. Затем готовый брикет сушат на открытом воздухе.
Как измельчить сырье
За хлопотами по изготовлению самодельного пресса нельзя забывать о таком важном этапе производства брикетов, как измельчение сырья. Резать его вручную очень трудно — тут также необходима механизация. Некоторые делают измельчители самостоятельно из старой активаторной стиральной машинки — устанавливают вместо активатора ножи.
Еще вариант — приобрести роторный станок. Назначением этого прибора как раз и является измельчение растительности — дачники используют его для изготовления удобрений из листьев и травы.
Схема
Рычажный и винтовой самодельный прессы не требуют применения покупных изделий, но и значительным усилием сжатия они похвастаться не могут. Предлагается собрать пресс на основе гидравлического домкрата или такого же пресса.
Он может быть оснащен электродвигателем либо ручным приводом:
- К гидравлической установке присоединим пуансон. Его размеры должны соответствовать размерам матрицы, в которой сырье будет спрессовываться в брикет.
- Саму матрицу изготовим из толстостенной трубы — это самый простой вариант. Для выхода воздуха и влаги в ее стенках будут проделаны отверстия.
- Матрицу оснастим съемным дном. Удалив его, готовый брикет можно будет вытолкнуть пуансоном в приемный лоток.
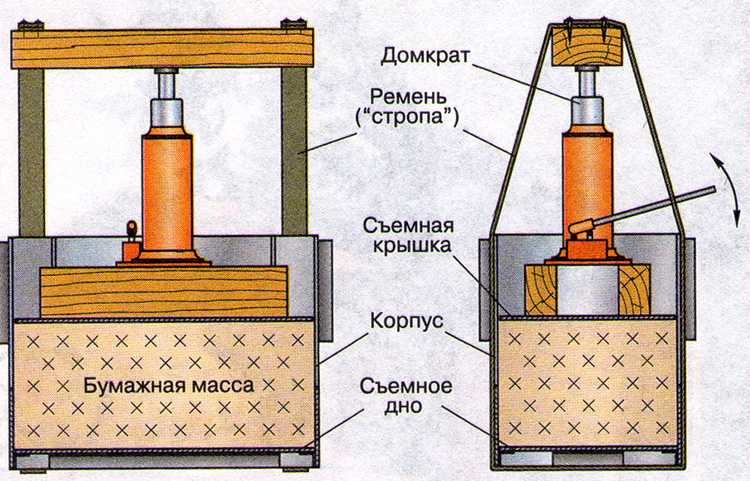
Чертеж-схема изготовления брикетов из размоченной бумажной массы
Рабочий механизм поместим в корпус, снабженный для удобства транспортирования двумя ручками.
Необходимые материалы
Кроме гидравлической установки понадобятся кое-какие разновидности стального проката:
- Швеллер.
- Уголок равнополочный 100х100 мм.
- Лист толщиной 3 – 6 мм. Из него будет вырезаться пуансон. Толщина заготовки зависит от диаметра матрицы: чем большим он будет, тем толще должен быть пуансон.
Из этого же листа вырежем съемное дно для матрицы.
- Труба диаметром 25 – 30 мм — из нее будет изготовлен шток пуансона.
- Толстостенная труба — заготовка для матрицы. Диаметр зависит от того, какого размера брикеты хочет получить пользователь. Чем тоньше они будут, тем выше их плотность, но производительность станка при этом уменьшится.
- Труба большого диаметра — заготовка для корпуса миксера. Если подходящей трубы нет барабан можно сделать из листа жести.
- Оцинкованная сталь для изготовления лотков.
Всего потребуется два лотка — для загрузки подготовленного материала в матрицу и для приема готовых брикетов.
Инструкция по изготовлению и сборке
Порядок операций при изготовлении пресса выглядит так:
- Из швеллеров необходимо сварить основание устройства.
- Из уголка делаем 4 стойки длиной по 1,5 метра. Они привариваются вертикально и с одинаковым шагом.
- Далее из трубы или листа жести необходимо изготовить барабан, в котором будет перемешиваться сырье. Если у вас есть поломанная стиральная машина, барабан, а также подшипники, можно извлечь из нее.
- Барабан нужно прикрепить к стойкам. Если есть возможность, его следует оборудовать электродвигателем. Если мотор является слишком высокооборотистым и понизить скорость вращения барабана до приемлемого значения за счет одной только разницы в диаметрах шкивов не удается, следует применить редуктор.
- Под барабаном необходимо закрепить лоток, по которому подготовленный материал будет подаваться в матрицу.
- В стенках трубы, используемой в качестве заготовки для матрицы, необходимо выполнить несколько отверстий диаметром 3 – 5 мм. Их надо распределить равномерно, чтобы воздух и вода выдавливались по всему объему брикета.
- Снизу к матрице необходимо приварить фланец, к которому будет прикручиваться съемное дно. Это дно вырезается из стального листа в виде диска с проушинами.
- Матрица приваривается или прикручивается к основанию под загрузочным лотком.
- Из стального листа вырезаем круглый пуансон. Это просто диск, диаметр которого позволяет ему свободно входить в матрицу.
Шток изготавливается из трубы: достаточно диаметра 30 мм. Одной стороной он приваривается к пуансону, а другой — крепится к гидравлической установке.
Далее весь узел следует прикрепить к стойкам точно над матрицей.
Под матрицей фиксируем приемный лоток. Важно установить в таком положении, чтобы он не мешал снимать и устанавливать на место съемное дно матрицы.
Чтобы сократить время, затрачиваемое на извлечение готового брикета из матрицы, и сделать тем самым станок более производительным, к днищу матрицы можно приварить пружину с диском такого же диаметра, что и пуансон.
После отключения гидравлической установки и извлечения пуансона изделие будет выталкиваться пружиной автоматически.
Заключение
Конечно, при помощи самодельного пресс-станка не удастся изготовить суперплотный брикет.
Плотность конечного продукта примерно соответствует плотности древесины, то есть около 500 кг/куб. м.
Но основную задачу он решает вполне успешно: рассыпчатое рыхлое сырье превращается в цельный кирпич или цилиндр, которым можно топить обычный твердотопливный котел.
 Не всегда есть возможность пользоваться газом, а отопление электричеством стоит неоправданно дорого. Дизельный котел отопления для частного дома отличная альтернатива в данном случае.
Не всегда есть возможность пользоваться газом, а отопление электричеством стоит неоправданно дорого. Дизельный котел отопления для частного дома отличная альтернатива в данном случае.
Отзывы пользователей о твердотопливных котлах длительного горения вы можете почитать в этой рубрике.