
Электродуговая сварка с применением переменного тока осуществляется сварочными трансформаторами. Эти устройства широко применяются на производстве, в строительстве и других отраслях. Для того, чтобы правильно эксплуатировать аппаратуру и получать максимальный эффект, необходимо знать общее устройство сварочного трансформатора. Прежде всего, это связано с регулировками, которые производятся в процессе работы.
Как устроен сварочный трансформатор
В конструкцию сварочного трансформатора входит несколько основных элементов. Одной из основных частей является магнитопровод, представляющий собой стальной сердечник из пластин с двумя изолированными обмотками. Подключение первичной обмотки осуществляется к сети, напряжением 220 или 380 вольт. Один конец вторичной обмотки подключается к держателю электрода, а второй конец соединяется со свариваемой деталью.

Вторичная обмотка разделена на две части, располагающиеся на различных катушках. Подвижная катушка играет роль дросселя, управляющего током сварки. Дроссельная обмотка перемещается вдоль магнитопровода при помощи специального винта управления.
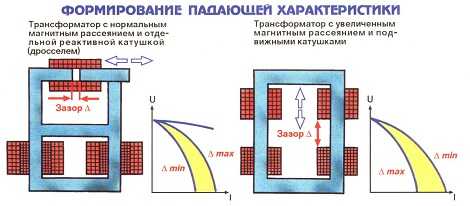
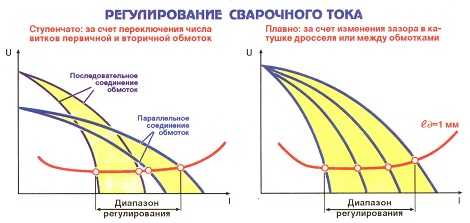
Параметры сварочного тока определяются воздушным зазором между подвижным элементом вторичной обмотки и первичной обмоткой. Если изменяется ток, то изменяется и воздушный зазор. При увеличении зазора, увеличивается и значение сварочного тока. Регулировки могут осуществляться в диапазоне 60-400 ампер. На всех аппаратах установлена защита от возможных коротких замыканий.
Виды сварочных трансформаторов
Отличительной чертой трансформатора является форма сердечника. Она разделяется на стержневой и броневой типы. В первом случае, сварочные трансформаторы обладают более высоким коэффициентом полезного действия, а плотность тока в обмотках имеет более высокое значение. Поэтому, большинство аппаратуры представляет собой стержневой тип.
Конструкция обмоток предполагает цилиндрический и дисковый варианты. В цилиндрической конструкции одна обмотка наматывается поверх другой. В этом случае, происходит сцепление магнитного потока первичной обмотки с вторичной обмоткой. Данные аппараты непригодны для ручной сварки и требуют дополнительных элементов, усложняющих общую конструкцию.
Устройство сварочного трансформатора с дисковыми обмотками предполагает разделение первичной и вторичной обмоток между собой. В этом случае, магнитный поток не связывает между собой эти обмотки. Как правило, сварочный ток регулируется путем изменения расстояния между первичной и вторичной обмоткой. В связи с этим, в трансформаторах заранее предусматриваются фиксированные значения сварочного тока.