
В электрических двигателях, в процессе эксплуатации, могут возникнуть различные неисправности. Довольно часто, многие сталкиваются с таким явлением, как межвитковое замыкание обмотки статора. Для того, чтобы точно определить наличие данного дефекта, прежде всего, проверяется сопротивление обмотки.
Определение межвиткового замыкания
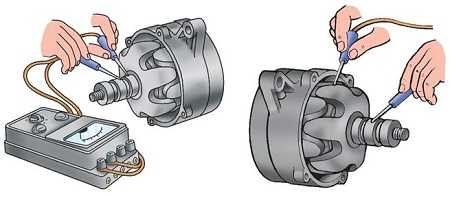
Междувитковое замыкание определяется проверкой сопротивления. Данная величина измеряется с помощью дефектоскопа или омметра. Полученные показания сравниваются с сопротивлением, присутствующим в исправной обмотке.
Если в проверяемой обмотке сопротивление ниже, чем в образцовой, то это свидетельствует о наличии в ней межвиткового замыкания. При необходимости, данная неисправность может определяться с помощью индукционного метода. Для этого, витки проверяемой электрообмотки находятся в переменном магнитном поле, после чего происходит индуцирование электродвижущей силы.
Когда в обмотке имеются замкнутые витки, то под воздействием наведенных токов она начинает нагреваться. При замыкании даже одного или двух витков, нагревание происходит в течение от 3-х до 5-ти минут.
Межвитковое замыкание обмотки статора может определяться дефектоскопом, без выемки из пазов. В состав дефектоскопа входят индукционный и сигнальный аппараты, расположенные друг за другом в общем корпусе. Сердечники обоих аппаратов одновременно накладываются на зубцы пазов или по длине проводников проверяемой обмотки. Обмотка индукционного аппарата находится включенной в сеть с напряжением до 18-ти вольт. Возникает магнитное поле, вызывающее наведение электродвижущей силы.
При витковом замыкании, по обмотке начинает течь ток, а вокруг проводников появляется собственное магнитное поле. В результате, в обмотке сигнального аппарата также появляется электродвижущая сила, после чего загорается лампочка сигнала.
Устранение неисправностей
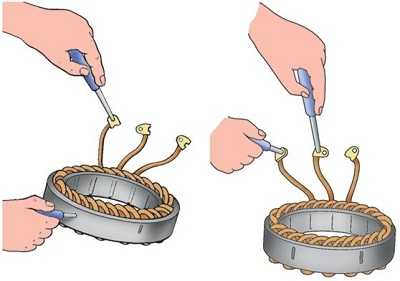
В отдельных случаях, возможно достаточно быстрое устранение неисправностей собственными силами. Все места, имеющие дефекты, легко определяются визуально и по запаху подгоревшей изоляции. Если дефект носит незначительный локальный характер, то поврежденный участок провода заменяется, места соединений зачищаются и протравливаются раствором хлорида цинка. После этого, производится лужение, скручивание и окончательное припаивание.
Запаянные места обматываются х/б лентой, пропитываются лаком и просушиваются. В случае серьезных повреждений электрообмотки, может понадобиться ее полная перемотка.