
Довольно часто возникает необходимость сварить между собой какие-либо детали небольших размеров при проведении ремонта в домашних условиях. Идеальным вариантом для выполнения такой задачи будет точечная или контактная сварка. Она обладает существенными преимуществами, одним из которых является устойчивость швов к значительным механическим нагрузкам. Однако покупать подобное оборудование для выполнения одноразовых работ нецелесообразно. Поэтому многие хозяева стараются самостоятельно решить вопрос, как сделать контактную сварку своими руками. В итоге получается недорогой и эффективный инструмент, позволяющий качественно выполнять основные сварочные работы. Перед изготовлением аппарата рекомендуется заранее изучить его общее устройство и принцип работы.
Принцип действия точечной сварки
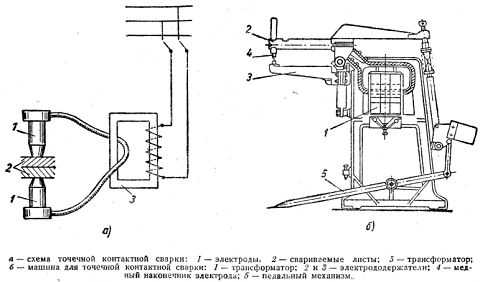
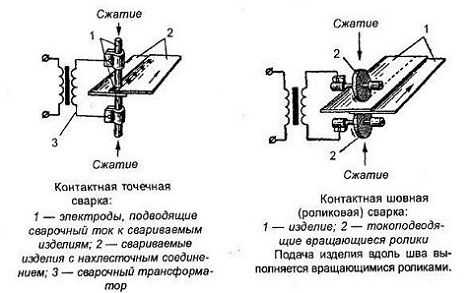
Принцип действия контактной сварки довольно простой. Между электродами зажимаются заготовки, заранее приведенные в необходимое положение. После этого на электроды осуществляется кратковременная подача сварочного тока большой величины. В результате, между ними происходит образование электрической дуги, под действием которой металлические заготовки начинают плавиться. Зона плавления может составлять от 4 до 12 мм в диаметре. Именно в этом месте заготовки соединяются между собой. Таким образом, вполне возможна контактная сварка в домашних условиях.
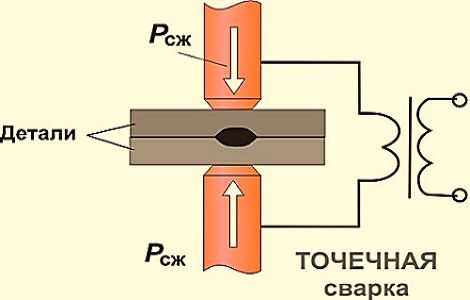
Продолжительность воздействия сварочного импульса составляет от 0,01 до 0,1 секунды. Это способствует образованию общего ядра расплава у обоих свариваемых металлов. После прекращения токового импульса, заготовки продолжают испытывать влияние сдавливающей нагрузки. За счет этого образуется единый сварной шов. Зона расплавления ограничивается за счет контакта металлов между собой, что приводит к отводу излишков тепла.
Для подачи импульса на электроды используется вторичная обмотка, в которой появляется большой ток при незначительном напряжении. Импульс, подаваемый на первичную обмотку, возникает при разрядке одного или нескольких конденсаторов. Накопление зарядов в конденсаторах происходит в промежутках между импульсами, подаваемыми на электроды, при перемещении на другую сварочную точку.
Точечная сварка нашла широкое применение в промышленности и домашних условиях. Она особенно эффективна при сваривании цветных металлов, например, медных и алюминиевых заготовок. Единственным ограничением является толщина листов, которая не должна превышать 1,5 мм.
Трансформатор для контактной сварки
Трансформатор является основной деталью любого сварочного аппарата, в том числе и для точечной сварки. За счет высокого коэффициента трансформации достигается необходимое значение сварочного тока. Минимальная мощность трансформатора находится на уровне 1 кВт. Такими качествами в полной мере обладают устройства, применяемые в конструкциях микроволновых печей. Трансформатор нужного типа можно приобрести в сервисном центре или снять с неисправной печки. Его мощность позволяет сваривать стальные листы, толщиной до 1 мм.
Более мощные сварочные аппараты изготавливаются с применением сразу нескольких трансформаторных устройств. Иногда может быть изготовлена контактная сварка своими руками из старого телевизора, откуда можно взять трансформатор в рабочем состоянии. Для обеспечения нормальной мощности, их нужно несколько штук.
Основными элементами трансформатора являются магнитопровод, первичная и вторичная обмотка. Первые два элемента будут использованы без изменений, а вот вторичная обмотка должна быть удалена. Обычно она срезается ножовкой или другим удобным инструментом. Во время этой процедуры нужно соблюдать осторожность, чтобы случайно не повредить магнитопровод и первичную обмотку. Из трансформатора также убираются и шунты, ограничивающие ток.
После удаления лишних элементов можно приступать к созданию новой вторичной обмотки. Для обеспечения высокого значения тока рекомендуется использовать толстый медный провод, диаметром не менее 1 см, в количестве трех витков. При изготовлении более мощного сварочного аппарата с использованием нескольких трансформаторов, следует учитывать технические характеристики и возможности домашней электрической сети.
Самостоятельная сборка контактной сварки
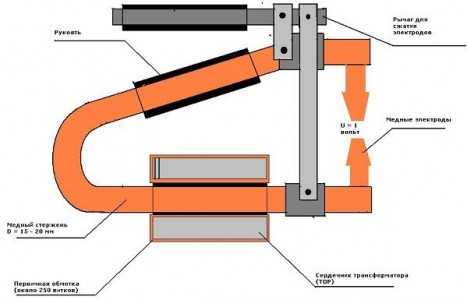
Изготовление электродов является такой же ответственной операцией, как и сборка трансформатора. Необходимо заранее запастись медными прутьями, стержни должны иметь диаметр не меньше, чем толщина провода. Для изготовления сварки с невысокими техническими характеристиками, подойдут рабочие элементы от мощных паяльников. В процессе работы, особенно при частом использовании точечной сварки, происходит интенсивный износ электродов. Поэтому рекомендуется сразу же изготовить запасной комплект. При сборке всей конструкции должна использоваться схема контактной сварки.
Провод, соединяющий трансформатор и электроды, должен быть как можно короче, а количество соединений минимальным. Это связано с тем, что на стыках происходит частичная потеря мощности. Соединения наконечников и проводов осуществляются методом пайки. Это достаточно сложный процесс из-за большого диаметра элементов. Если же использовать скрутки, то во время сварочных работ произойдет быстрое окисление медных контактов. Поэтому не редкость, что контактная сварка, изготовленная самостоятельно, очень быстро выходит из строя. Процесс соединения можно значительно облегчить, если заранее приобрести в специализированном магазине луженые наконечники, предназначенные для пайки.
В некоторых случаях возникает дополнительное сопротивление, вызываемое сварочной аппаратурой. Причина этого заключается в соединениях электродов и наконечников, которые не спаяны между собой. Пайка не допускается поскольку периодически возникает необходимость в снятии электродов для ремонта или замены. Однако подобные соединения довольно легко очищаются от окисления, по сравнению с многожильными проводами, обжатыми наконечниками.
Большое значение придается управлению точечной сваркой. Для этих целей применяется выключатель и рычаг. Необходимый контакт между свариваемыми деталями обеспечивается достаточным усилием, возникающим между электродами. При сваривании более толстых листов, сила сжатия должна соответственно увеличиться. Рычаг должен обладать достаточной прочностью и не быть слишком коротким. Основание аппарата выбирается массивное, с возможностью его крепления к столу.
С целью увеличения прижима электродов, кроме рычага применяется рычажно-винтовой зажим. Он представляет собой винтовую стяжку, расположенную между рычагом и основанием. Можно применить и другие способы сжатия, но они потребуют специального оборудования. Выключатель устанавливается в цепь первичной обмотки. Вторичную обмотку нельзя использовать для этих целей, поскольку в ней слишком большой ток, образующий дополнительное сопротивление.
При использовании рычажного прижимного механизма, выключатель рекомендуется устанавливать и закреплять на рычаге. Это дает возможность управлять рычагом и включать ток одной рукой. Другая рука в это время будет придерживать детали, предназначенные для сварки.
Рекомендации по эксплуатации самодельного аппарата
- Одним из основных требований является сжатое состояние электродов во время включения и выключения сварочного тока. В противном случае может возникнуть сильное искрение, что в конце концов приведет к подгоранию электродов. В некоторых случаях применяется реле времени для контактной сварки.
- В процессе работы сварки рекомендуется использовать принудительное охлаждение с помощью вентилятора. Иначе понадобится постоянный контроль над температурой токопроводов, трансформатора, электродов и других элементов.
- Во избежание перегрева сварки, необходимо периодически устраивать перерывы в работе.
- В процессе эксплуатации нужно обязательно учитывать возможности самодельного сварочного аппарата, иначе качество точечных швов будет низким или они не получатся вовсе.
Самодельная контактная сварка на конденсаторах
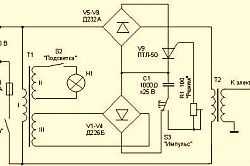
Стоит отдельно рассмотреть контактную сварку, в конструкцию которой входят конденсаторы. Принцип действия этих устройств основан на расплавлении металла под действием электроэнергии, накопленной в конденсаторах. К основным методам такой сварки относятся контактная, ударная и точечная. При решении вопроса, как сделать контактную сварку своими руками, предпочтение отдается одному из них.
При контактной сварке разрядка конденсатора осуществляется на две металлические заготовки, предварительно сжатые между собой. В точке контакта происходит возникновение дуги, расплавляющей и соединяющей металлические заготовки на ограниченном участке. Величина сварочного тока в зоне дуги может достигать 15 кА, а период воздействия составляет до 3 мс. Ударная сварка воздействует на заготовки кратковременным ударом в виде электрического разряда. Дуга появляется всего лишь на 1,5 мс, еще более уменьшая размеры сварочного участка. Во время точечной сварки подача разряда производится на два медных электрода, прикасающихся к поверхностям заготовок с двух сторон. Время действия дуги регулируется и составляет от 0,01 до 0,1 с. Сварочный ток может достигать величины в 10 кА.
Качественная работа конденсаторной сварки обеспечивается возможностью подачи кратковременного импульса и последующей зарядки за очень короткое время. Давление электродов должно способствовать надежному контакту между свариваемыми деталями. После сварки они разжимаются постепенно, чтобы металл остывал под давлением и кристаллизировался в сварочном шве.