
Для выполнения домашних хозяйственных работ постоянно требуются различные инструменты и приспособления. В их число входит и сварочная аппаратура, доступная не каждому хозяину по причине высокой стоимости. Поэтому многие народные умельцы предпочитают самостоятельно изготавливать все необходимое. Наиболее простым вариантом считается контактная сварка своими руками из микроволновки, для которой не требуется каких-либо дорогих или труднодоступных материалов. При наличии знаний электротехники такое оборудование может изготовить любой желающий, хорошо представляющий себе принцип работы этой аппаратуры.
Принцип действия контактной сварки
Контактная или точечная сварка работает по очень простой схеме. Между латунными или медными электродами расположены металлические заготовки, прижатые друг к другу. Под действием электрического тока, пропускаемого через них, место сварки нагревается докрасна. В результате, детали приобретают пластичность, а место стыка переходит в жидкое состояние. Диаметр этой области составляет примерно 12 мм. Под влиянием давления обе жидкие среды перемешиваются и, таким образом, детали оказываются сваренными между собой.
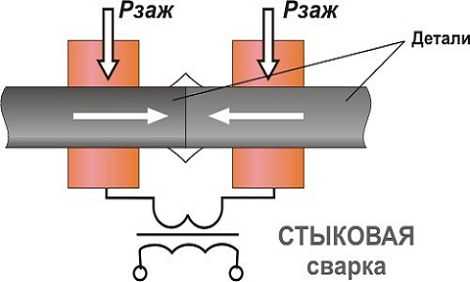
Процесс подачи тока и последующий разогрев выполняются импульсом. После его воздействия обе детали остаются зафиксированными в изначальном положении, до того момента пока они не начнут остывать. Данная схема является основой работы контактной сварки. Она успешно применяется при самостоятельном изготовлении. К основным преимуществам данного вида сварки можно отнести экономичный режим работы, соединения с высокой прочностью, простое устройство аппарата, возможность автоматизировать технологический процесс при больших объемах работ. Существенным минусом является отсутствие герметичности швов, хотя в некоторых случаях это необязательное требование.
Продолжительность сварочного процесса при необходимости должна изменяться. В точке сварки создается значительное давление, которое максимально увеличивается к концу нагрева. Материал для электродов должен иметь высокую тепло- и электропроводность. На рабочем конце электрода площадь контакта как правило ниже размеров сварочного шва примерно в 2-3 раза.
Подготовка материалов и сборка трансформатора
При рассмотрении принципа работы выяснилось, что с помощью ручной контактной сварки обеспечивается нагревание деталей в точке соединения до температуры плавления. Каждый аппарат отличается индивидуальной мощностью нагрева, поэтому нужно заранее определить, с какими целями будет в дальнейшем применяться то или иное устройство.

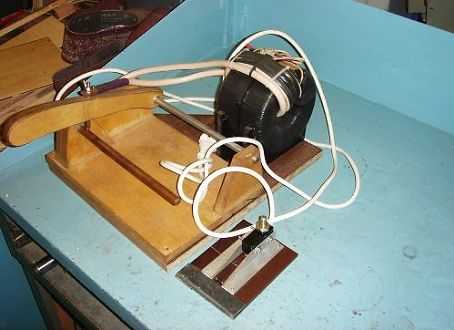
Для сборки понадобится сам трансформатор, материал для электродов, провод в изоляции, диаметром не менее 10 мм. Также, нужно подобрать подходящие наконечники, выключатель, болты крепления. В зависимости от конструкции корпуса и сварочных клещей, возможно будут нужны деревянные бруски и фанера. В большинстве случаев самодельная контактная сварка из микроволновки изготавливается в настольном варианте. Часто применяется переносная сварка, по своим качествам не уступающая стационарным устройствам.
Для самодельной точечной сварки лучше всего подходит трансформатор от микроволновой печки, мощность которого составляет от 700 до 1000 ватт. Предпочтение отдается трансформаторам с более высокой мощностью. У микроволновок эта деталь выполнена в виде сварной конструкции.

В обязательном порядке с трансформатора удаляется вторичная обмотка. Это связано с тем, что по умолчанию она выдает примерно 2000В при очень незначительной силе тока. Такие параметры совершенно не подходят для проведения сварочных работ. Вместо вторичной обмотки наматывается толстый изолированный провод в количестве 2-3 витков, плотно входящий в проем между первичной обмоткой и сердечником. При отсутствии нужного провода может использоваться изолированная медная шина. С помощью готового устройства мощностью 1 кВт, можно сваривать пластины толщиной около 3 мм.
Мощность сварочного аппарата зависит от трансформатора, применяемого в его конструкции. Увеличение мощности возможно за счет использования двух одинаковых преобразователей напряжения, подключаемых параллельно между собой. С этой целью в схему контактной сварки включаются две одинаковые вторичные обмотки, в которых одноименные выводы соединяются на входе и выходе. За счет этого мощность и сварочный ток увеличиваются в 2 раза, а напряжение остается неизменным.

Подобная конструкция позволяет выполнять сварку пластин толщиной около 5 мм. Самое главное правильно подключить выводы, в противном случае может произойти короткое замыкание. По окончании сборки сварочного аппарата трансформаторы закрепляются на основании корпуса, после чего их нужно заземлить.
Электроды, клещи, провода
Основным рабочим элементом контактной сварки являются электроды, сделанные из медных стержней. Для небольших устройств подойдут жала, установленные в мощном паяльнике. В процессе работы происходит постепенная потеря формы электродов, поэтому они требуют периодического подтачивания. В связи с этим следует изначально давать определенный запас по толщине. В самих стержнях сверлятся отверстия, через которые они соединяются с вторичной обмоткой с помощью болтов.

Электроды должны обладать высокой тепло- и электропроводностью, сохранять прочность при достижении рабочей температуры, легко обрабатываться механическим путем. Такие свойства более всего присущи медным сплавам, в которые добавляется вольфрам, хром или бронза. Эффективны сплавы с содержанием кобальта и кадмия. Нижний электрод фиксируется в неподвижном положении, а верхний устанавливается на верхний рычаг сварочных клещей.
Клещи, которые использует контактная сварка из микроволновки, могут изготавливаться разными способами. В наиболее распространенном варианте на концы сварочных клещей, изолированных между собой, устанавливаются наконечники, куда в свою очередь, помещаются электроды. Для рычагов используются деревянные бруски, а сам корпус изготавливается из фанеры. Нижний рычаг неподвижно закрепляется на основании, а верхний может перемещаться и сжимать заготовки. Сила сжатия должна быть максимальной, особенно при сваривании металлических листов большой толщины.
На верхнем рычаге устанавливается пружина, возвращающая электроды в исходное разомкнутое состояние. Для выполнения работ в домашних условиях вполне достаточно прижатия, не превышающего 30 кг. Длина рукоятки может достигать 60 см, а крепление электродов осуществляется ближе к оси вращения. Таким образом получается плечо в пропорции 1:10. В условиях промышленного производства прижатие деталей выполняется с помощью пневматических и гидравлических приспособлений с регулируемым усилием.
Выключатель сварочного аппарата выводится на рукоятку клещей. Он подключается к первичной обмотке с небольшим значением тока. В некоторых конструкциях для управления сваркой используется ножная педаль, приводящая в действие магнитный пускатель.
Провода, используемые для подключения к электродам должны иметь минимальную длину. Их соединение с наконечниками осуществляется методом пайки. Необходимо спаивать и отдельные жилы проводов, так как большой ток может вызвать окисление контактов и потерю мощности. Не рекомендуется обжимать наконечники, во избежание появления дополнительного сопротивления в местах контакта.
Технология применения контактной сварки
Самодельная точечная сварка из микроволновой печи имеет ряд специфических особенностей, которые необходимо учитывать в процессе эксплуатации. Следует помнить, что при сварке электроды должны быть прижаты, в противном случае они просто подгорят. Основными параметрами являются сила тока, продолжительность импульса, сила прижатия электродов, их форма и размеры.
Максимальная степень сжатия возникает во время прохождения тока и в течение короткого периода после этого. Таким образом, металл быстро кристаллизуется, усиливая прочность соединения. Для охлаждения аппарата рекомендуется использовать вентилятор. Также, нужно контролировать температуру проводов, электродов и трансформаторных обмоток. В случае опасного повышения температуры работу необходимо прервать.