
Типовая конструкция сварочного аппарата для электродуговой сварки включает в себя две основные части: источник питания, куда поступает напряжение от сети и сварочный узел. сварочный узел, в свою очередь, состоит из держателя, самого электрода и нулевого провода.
Когда электрод кратковременно касается места будущего соединения, в этом месте проскакивает искра (возникает пробой) в зазоре из воздуха. С этого и начинается, непосредственно, сварка. Сварщик должен успеть убрать разогретый конец, чтобы тот не прилип к металлической поверхности. Одновременно, нужно удерживать такое минимальное расстояние между электродом и металлом, которое позволяет сохранить электрическую дугу.
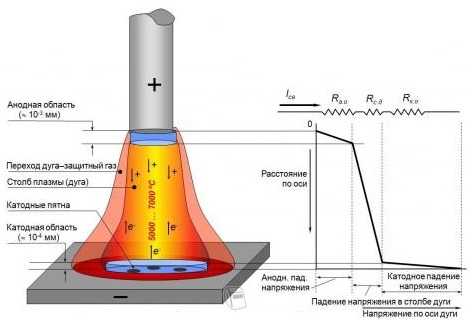
Электрическая дуга это достаточно длительный электрический разряд, возникающий между областью будущего сварного шва и концом электрода. Область сварки еще называют дуговой зоной. На катодной области образуется температура свыше 30000С. При этом разность потенциалов остается сравнительно небольшой, всего 20 25 В.
Во время образования дуги вначале происходит пробой воздушного зазора электронами. После, в доли секунды, происходит стабилизация процесса в промежутке дуги. Далее наступает ионизация электронами молекул газа, в результате чего появляется ионная проводимость. Горение дуги стабилизируется при помощи плавящейся и испаряющейся обмазки электродов.
Во время сварки, под влиянием высокой температуры, электрод начинает плавиться. На его конце появляется капля из расплавленного металла: она отрывается и падает на металлическую поверхность детали. На металл переносится в пределах 95% общей массы электрода, остальная часть обращается в пар и брызги. Сила тока, диаметр электрода, длина дуги и другие факторы влияют на скорость образования капель и их размер. Оболочка, которой покрыты электроды, образует шлак для скрытия капель металла. В результате, капли металла, проходя через дугу, не замыкают дуговой промежуток.
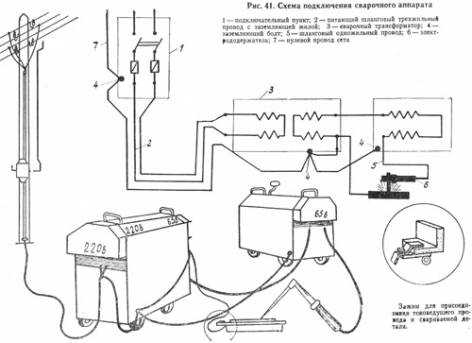
Порядок работы типового сварочного трансформатора и схема его подключения
Трансформатор главный источник питания всей системы сварки. С его помощью понижается сетевое однофазное напряжение с 220В до рабочего значения для сварки порядка 50 80В. Нестандартные условия работы требуют от трансформатора наибольшей отдачи мощности во время сварочных работ. Конструкция сварочного трансформатора предполагает прохождение по нему больших токов.
Для улучшения технических характеристик сварочного аппарата используют дополнительные устройства:
- Для улучшения устойчивости дуги применяют балластное сопротивление. Оно изготавливается из нихромовой проволоки, обладающей хорошим удельным сопротивлением. Допускается расположение электрода с меньшей точностью по отношению к металлу,
- Для стабильной работы аппарата от переменного напряжения применяют дроссель. При этом значительно увеличивается вес сварочного аппарата и применение возможно, в основном, лишь в стационарных условиях,
- Выпрямление переменного тока с помощью диодных мостов. Сварочная дуга при постоянном токе горит более стабильно, качество швов более высокое.